DU یونین سٹینلیس سٹیل کمپریشن انسٹرومینٹیشن ٹیوب فٹنگ کو کم کرنا

براہ کرم توجہ فرمائیں: درخواست پر فراہم کردہ نان سٹاک اشیاء کی کوٹیشن اور ترسیل۔کنفیگریشنز اور ڈائمینز بغیر اطلاع کے تبدیل ہو سکتے ہیں۔
انسٹرومینٹیشن ٹیوب فٹنگ
پارکر CPI، Swagelok، Parker A-LOK، HOKE Gyrolok، وغیرہ کے ساتھ تبادلہ کریں۔
ایپلی کیشنز
یہ صنعتی کوڈز اور تصریحات کا استعمال کرتے ہوئے ڈیزائن کیا گیا ہے جس میں اضافی کٹنگ ایج انجینئرنگ کے ساتھ سویجنگ ایکشن اور سیلنگ کی سالمیت ہے۔یہ ہائی پریشر گیس، ویکیوم، امپلس، تھرمل شاک، ہیوی وائبریشن، اور کنٹرول سسٹمز، پراسیس اور انسٹرومینٹیشن ڈیوائسز اور مختلف ایپلی کیشنز میں استعمال ہونے والے صنعتی آلات میں بہت سی دیگر سخت ایپلی کیشنز پر بہترین لیک فری سیلنگ فراہم کرتا ہے۔مثال کے طور پر: پلپ اور پیپر ملز، پیٹرولیم پروسیس پلانٹس، کیمیکل پروسیس پلانٹس، کرومیٹوگرافی، پاور جنریشن پلانٹس...
خصوصیات
- تعمیراتی - چار ٹکڑوں کی اکائی: باڈی، نٹ، فرنٹ اور بیک فرول۔Extruded اور جعلی ترتیب.
- خود سیدھ میں لانا، کمپن مزاحمت، درجہ حرارت سائیکلنگ کے خلاف مزاحمت۔
- فوائد - انسٹال کرنے میں آسان، اینٹی سنکنرن، اور انسٹالیشن کے دوران کوئی ٹارک ٹیوبنگ میں منتقل نہیں ہوتا ہے۔
- مواد - SS316 بطور معیاری۔SS304 اور پیتل درخواست پر دستیاب ہیں۔
تفصیلات
- درجہ حرارت کی حد: -325°F سے 1200°F (-198°C سے 648°C)
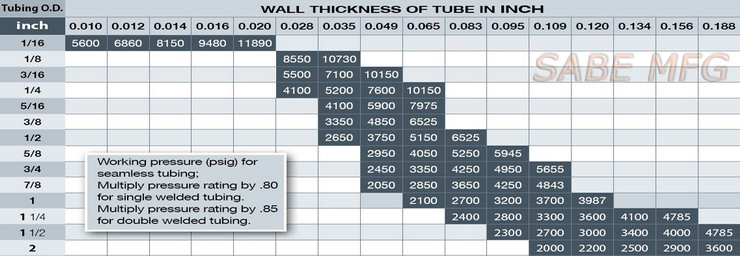
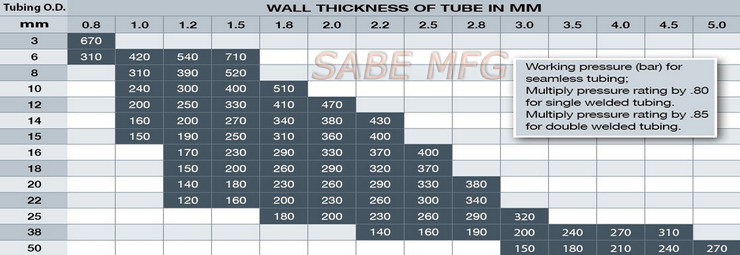
- ورکنگ پریشر نیچے چارٹ دیکھیں
اسمبلی کی ہدایات
SABE فٹنگز کو اسمبل اور انگلی سے ٹائٹ کر کے فراہم کیا جاتا ہے۔وہ فوری استعمال کے لیے تیار ہیں۔استعمال سے پہلے جدا کرنے کے نتیجے میں گندگی یا غیر ملکی مواد فٹنگ میں داخل ہو سکتا ہے، جو لیک ہونے کا سبب بن سکتا ہے۔
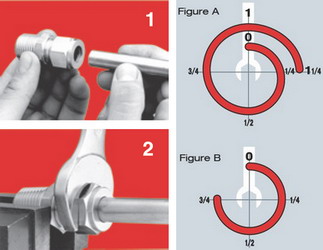
1. ٹیوب فٹنگ میں نلیاں ڈالیں۔اس بات کو یقینی بنائیں کہ نلیاں فٹنگ کے کندھوں پر مضبوطی سے ٹکی ہوئی ہیں اور یہ کہ نٹ تنگ ہے۔اس پوزیشن میں ٹیوب ہاتھ سے نہیں گھومتی ہے۔
2. نٹ کو سخت کرنے سے پہلے، یہ سفارش کی جاتی ہے کہ نٹ کے ہیکس پر فٹنگ باڈی تک پھیلے ہوئے اسکرائب کا نشان بنایا جائے، پوزیشن "0″ کے طور پر۔یہ نشان نقطہ آغاز اور مناسب پل اپ کے اشارے کے طور پر کام کرے گا۔
3. بیک اپ رنچ کے ساتھ فٹنگ باڈی کو مستحکم رکھتے ہوئے، نٹ کو 1-1/4 موڑ کو سخت کریں، سکریپ مارک دیکھیں اور ایک مکمل انقلاب کریں۔پھر شکل A کے مطابق پوزیشن اینڈ کی طرف مڑنا جاری رکھیں۔ (1/8″ اور 3/16″ سائز کی ٹیوب فٹنگز کے لیے، فگر B کے طور پر انگلی سے صرف 3/4 موڑ درکار ہیں)





